Centrální mazání na mobilní technice
Pravidelné promazávání jednotlivých mazaných míst mobilního stroje je mnohdy velmi nepříjemnou a namáhavou součástí života obsluhy takového stroje. Jak si tuto námahu co možná nejvíce „ušetřit“ si povíme v následujícím článku věnovanému možnostem centrálního mazání na mobilní technice. Jednotlivé možnosti si pokusíme srovnat od těch nejjednodušších a nejlevnějších až po ty nejsložitější a zároveň nejkomfortnější.
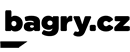
Začněme tedy pěkně od začátku. Stroj má na jednotlivých mazaných místech umístěny pouze mazací hlavice (obrázek 1) a obsluze nezbývá než tato mazaná místa např. s ručím lisem, tzv. „dekalamitkou“ obejít a do každého vpravit potřebnou dávku maziva. Pro „mazače“ to často znamená zapojit rovněž své akrobatické schopnosti, neboť tato místa se mohou nacházet i ve výškách nebo zespod na podvozku.
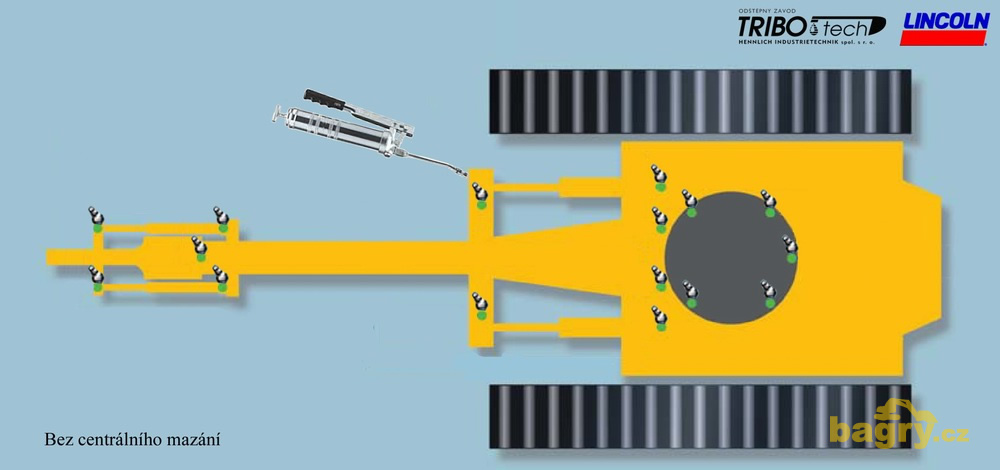
Prvním krokem centralizace mazání (i když se o centrální mazání v pravém slova smyslu zatím ještě nejedná) je svedení mazaných míst rozvody na přístupné místo (jedno nebo několik) (obrázek 2). Skupinka mazaných míst je pak na zmíněném přístupném místě zakončena mazacím blokem s mazacími hlavicemi. Obsluze odpadá akrobacie, zůstává však skutečnost, že se musí na každou mazací hlavici zvlášť napojit „dekalamitkou“.
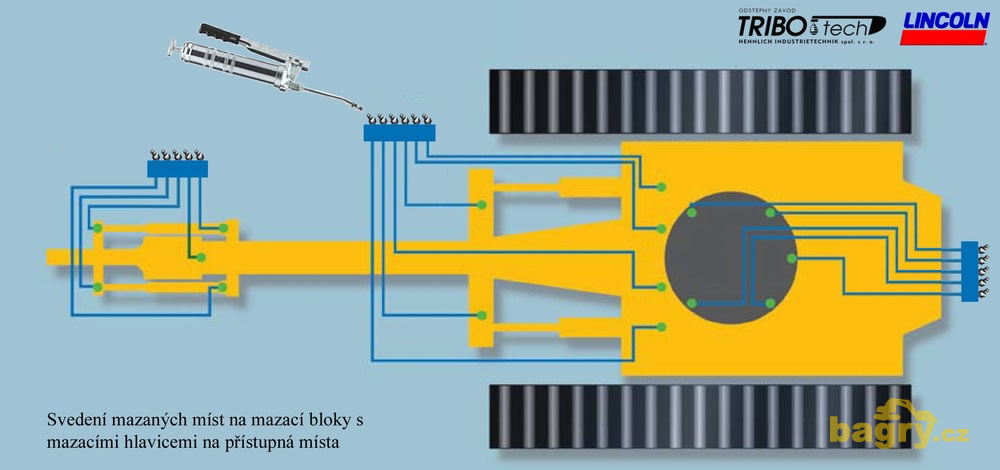
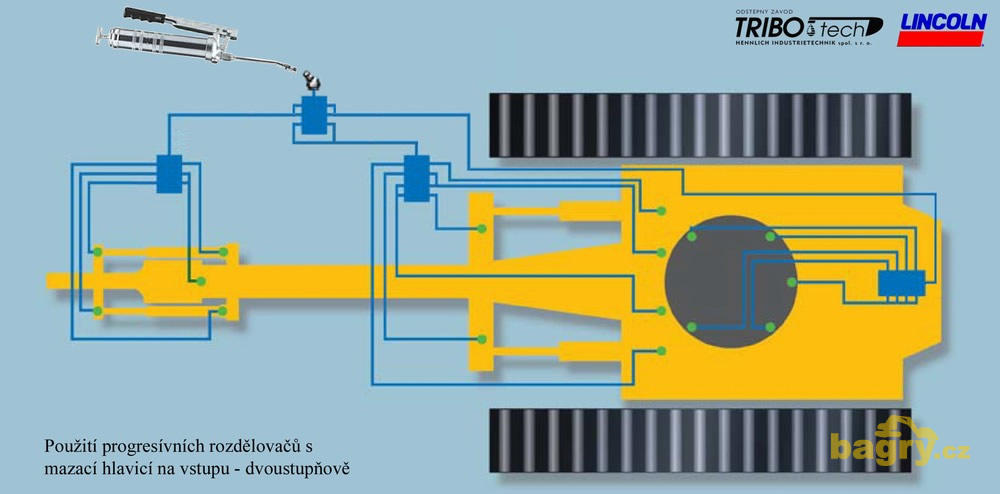
Druhým krokem centralizace mazání je použití progresívních rozdělovačů, například LINCOLN SSV nebo SSVD. Progresívní rozdělovač je prvek, který mazivo přicházející z jednoho zdroje rozděluje bez závislosti na protitlacích na více proudů. U centrálního mazání totiž není možné např. pro rozdělení maziva na dva rovnoměrné proudy, do dvou mazaných míst, použít prosté šroubení tvaru „T“, neboť mazivo by se vydalo nekontrolovaně cestou nejmenšího odporu. Progresívní rozdělovače je možné zapojit jednostupňově nebo dvoustupňově. Při jednostupňovém zapojení (obrázek 3) může být rozdělovač buď jeden, nebo jich může být i několik. Každý rozdělovač je pak na vstupu opatřen mazací hlavicí. Při dvoustupňovém zapojení (obrázek 4) jsou na vývody z jednoho rozdělovače napojeny další rozdělovače. Mazací hlavice je pak pro celý systém pouze jedna a je umístěna na vstupu rozdělovače, který je v této hierarchii nejvýše.
Počet rozdělovačů a jejich zapojení je třeba navrhnout v závislosti na počtu mazaných míst, na rozmístění mazaných míst, na zadaných poměrech mezi dávkami atd. V tomto případě se tedy obsluha napojuje na jednu nebo na velmi malý počet mazacích hlavic a vše ostatní zařídí progresívní rozdělovače.
U všech tří výše uvedených situací, tedy u mazacích hlavic rozmístěných na stroji, na mazacích blocích umístěných na přístupných místech nebo na progresívních rozdělovačích, by pro obsluhu bylo velkým ulehčením použití akumulátorové mazací pistole Power-Luber nebo pojízdných mazacích přístrojů AM203, AM L nebo AM LK, namísto namáhavé práce s ručním mazacím lisem (obrázek 5).
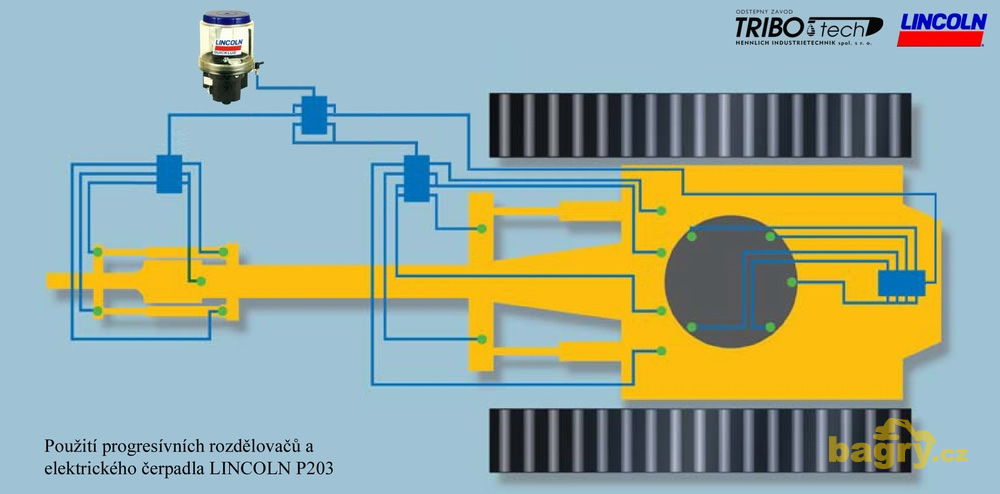
Třetím, a posledním krokem centralizace mazání, je umístění elektrického čerpadla, konkrétně např. čerpadla LINCOLN P203, před vstup do primárního rozdělovače (obrázek 6). Čerpadlo pracuje intervalově. V době kdy je sepnuta spínací skříňka mazaného stroje se u čerpadla střídá čas přestávky (čerpadlo nečerpá) a pracovní čas (čerpadlo čerpá). Tyto časy se nastavují na řídicí desce, která je umístěna pod krytem přímo v tělese čerpadla. Poměry mezi těmito časy se nastaví tak, aby stroj byl ideálně promazán. Činnost mazacího systému může být signalizována kontrolkou na přístrojové desce, kterou může ještě doplnit tlačítko, po jehož zmáčknutí se čerpadlo jednorázově na nastavený pracovní čas spustí. V tomto případě je tedy jedinou starostí obsluhy doplňování zásobníku čerpadla mazivem.
Důležitou věcí, kterou je třeba zdůraznit, je skutečnost, že při použití automatického centrálního mazacího systému mají mazaná ložiska delší životnost. Je to díky tomu, že mazivo je do nich dodáváno v malých dávkách ve velmi krátkých časových intervalech, tzn. že v ložiskách je stále optimální množství maziva a také jsou z nich lépe vytěsňovány nečistoty. Oproti ručnímu mazání jsou zde navíc ještě další výhody – automatické mazání probíhá i za provozu stroje, což je velmi podstatné zvláště u strojů s velkým vytížením, a navíc zde nemůže dojít k selhání lidského faktoru.
Řekněme si ještě několik málo slov k materiálovému provedení rozvodů centrálního mazání. Pro pohyblivé rozvody se používá téměř výhradně flexibilní hadice KF300, která je dodávána v metráži a opatřuje se koncovkami přímo při montáži, pro nepohyblivé rozvody pak ocelová pozinkovaná trubka d6x1 mm nebo plastová trubka d6x1,5, která je opět dodávána v metráži. Šroubení je k dispozici dvou typů – nástrčkové šroubení s velmi snadnou montáží a šroubení se zářezným kroužkem a převlečnou maticí. Rozvody se připevňují k nosným částem stroje ocelovými nebo polypropylenovými příchytkami.
Na závěr už zbývá jen dodat, že ve vyspělejších zemích se vybavování mobilní techniky centrálními mazacím systémy stalo již naprostou samozřejmostí a že tento trend jistě dorazí, dříve či později, i k nám.
Pro přidání komentáře se přihlašte nebo zaregistrujte.

Komentáře